
・近年では、CBM(Condition Based Maintenance)の状態基準型保全が主流としてなっています。
・この度の設備診断もそれに伴って沢田テクニカルサービスの開発したソフトである、シミュダスSA-PROを使用しています。

・振動法による診断をする上で、次に示すような方法がありいずれも初期時を基点としてのデータが必要です。
絶対値判定法…一般的な汎用機械に多用した旧NKK構内基準。
相対判定法 …定期測定(時系列)の結果から振動シビアリティと波形性状を分析して決定。
相互判定法 …同一機種、同一条件での比較。
ISO-10816-1&3 …測定値はVEL値のRMSでクラス別(kW)にて評価。
などが挙げられます。但し、機械設備の大きさや機種・構造などの固有の特徴から、
熟考せずに基準値を決定することは困難です。
そこで、その「基準値のポイント」として設備導入時からの測定レベルの変動や波形性状の変質、
そして整備実績などを重視した方がより実態に近くなると評価出来ます。
同時に、以下に挙げる
N(力)=m(質量)×m/s2 (加速度)を加味して、より低い値が一番です!
今回の判定基準値は、当社の過去のキャリアを基にしています。

・振動速度(Velocity:VEL.と略す。)は、回転機械の異常である不釣合い(アンバランス)や基礎、
軸受摩耗等の異常の有無を診断する場合に用い、振動加速度(Acceleration:ACCと略す。)は、
軸受部の衝撃振動を検出し、軸受疵や保持器の周期や潤滑状態などの異常を検知する場合に用います。

・機械の内部に異常が生じると、振動レベルや波形性状が変化しその波形を解析することにより、
設備の異常や劣化の状態を知ることができます。
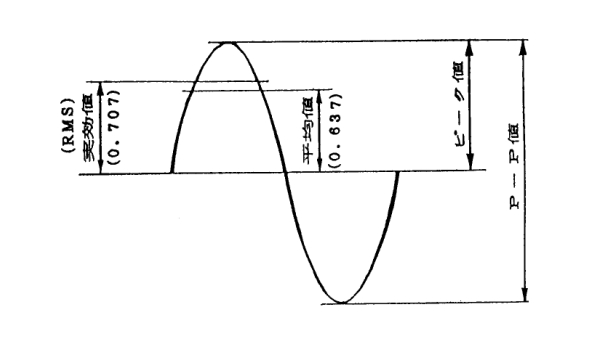
この振動の大きさの表現方法は次のようなものです。
・Peak値(片振幅):振動量の絶対値の最大値です。
・実効値(Root MeanSquare:RMS値):振動エネルギーを表現
するのに適した値で正弦波の場合はPeak値の1/√2倍です。
沢田テクニカルサービスの「シミュダスSA-Pro」は、振動速度をPeak値で、
0振動加速度をPeak/5値とRMS値で表しシビアリティの表現と
しています。


・回転軸まわりのローターなどの質量が一様に分布していないことによって、回転時の各質量に働く遠心力が全体として釣り合わないために発生する振動を言います。
回転機械の異常によって発生する振動原因の中で、もっとも頻度が多い現象です。アンバランスに起
因する振動の大きな特徴は、回転に同期した回転基本振動、即ち回転周波数振動が発生します。

アンバランス状態で回転すると、遠心力が発生します。
角速度ωで回転している。このときの遠心力Fは、
F=mrω2〔Kg〕 m:不釣り合い量〔Kg・s2/cm〕、
r:偏重心〔cm〕
ω:回転角速度〔red/s〕
この遠心力が軸受に伝わり、振れ回り振動となります。

①変位 D;Displacement 単位は?で10Hz以下の揺れの大きさなどを測定。
②振動速度 V;Velocity 単位はmm/s 1000Hzまでの揺れを測定。
③振動加速度 A;Acceralation 単位はm/s2 1000Hz以上で軸受の疵などを測定。